想要深入了解【安阳】【本地】合金管-无缝钢管助您降低采购成本产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您全方位感受产品的魅力与品质。
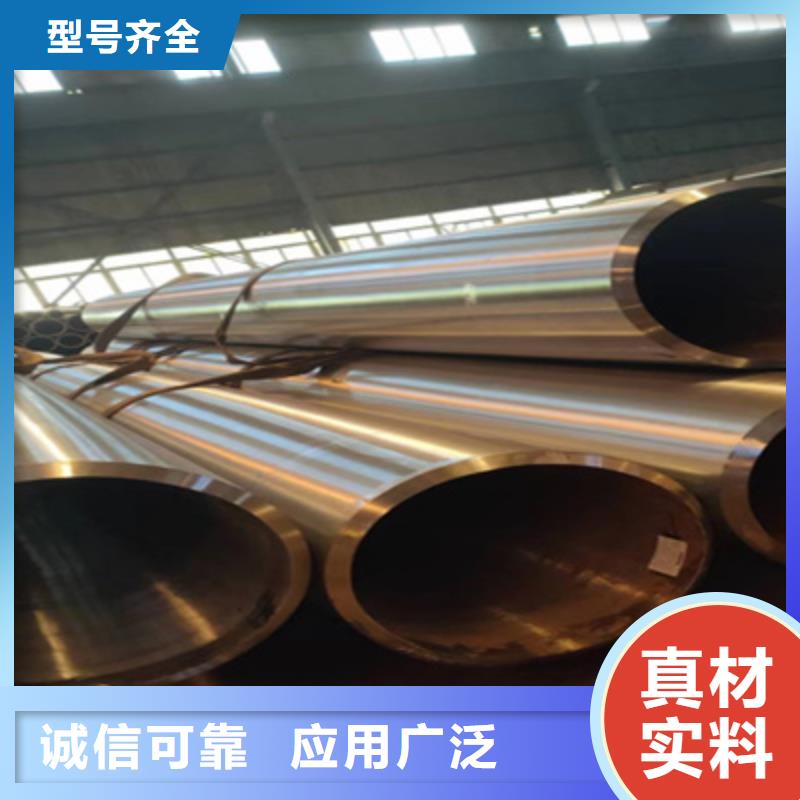
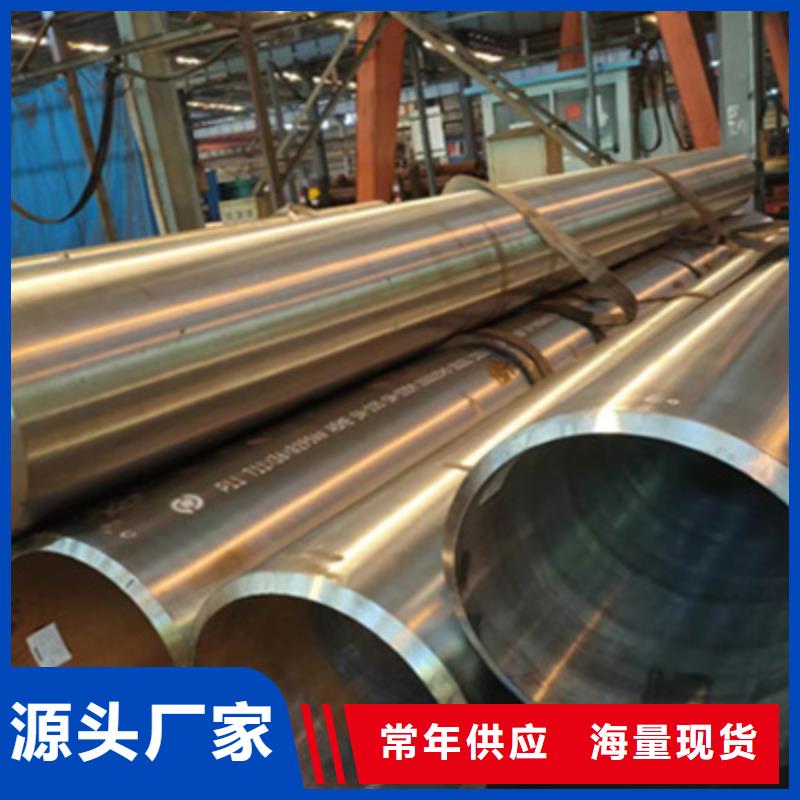
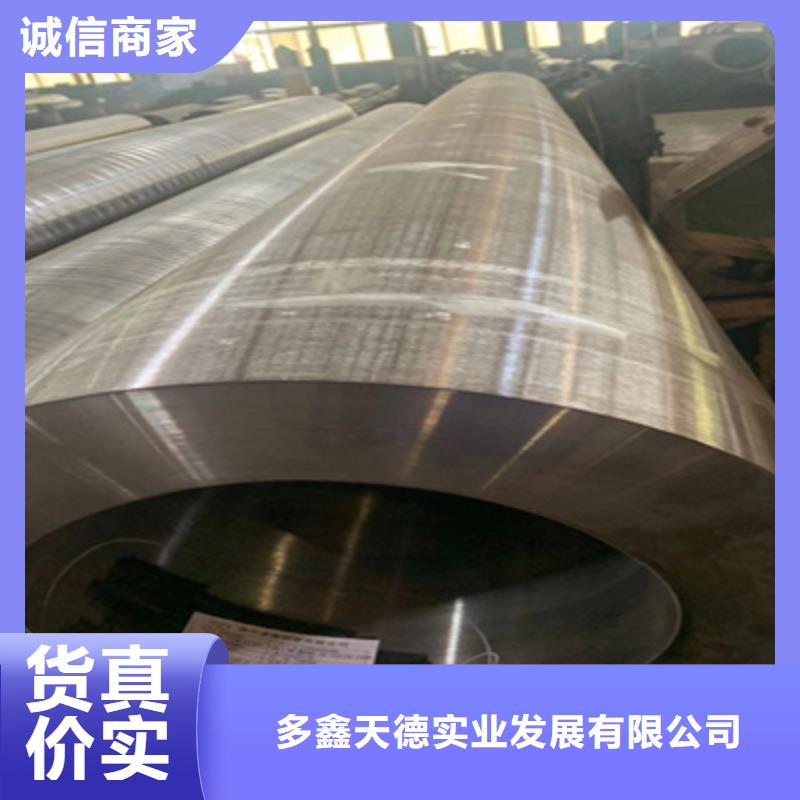
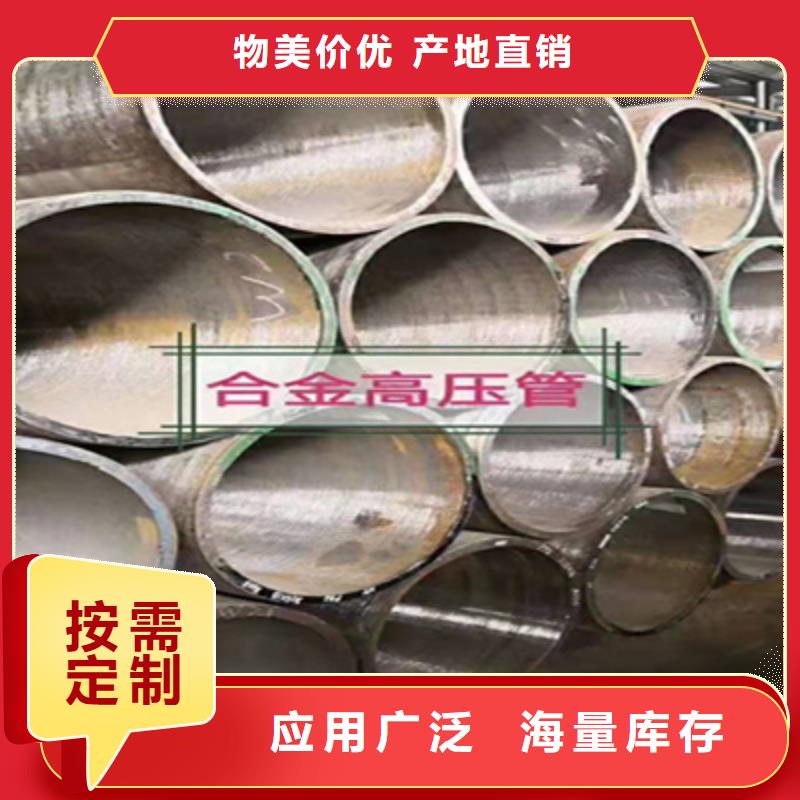
锅炉用合金管
编辑 品名 材质 执行标准 规格
合金管 15CrMoG GB5310-1995 840×120
合金管 15CrMoG GB5310-1995 426×20-22-30
合金管 15CrMoG GB5310-1995 426×12-14-16
合金管 15CrMoG GB5310-1995 377×24-45
合金管 15CrMoG GB5310-1995 377×10-12-16
合金管 15CrMoG GB5310-1995 325×25-32
合金管 15CrMoG GB5310-1995 325×16-20
合金管 15CrMoG GB5310-1995 325×10-12-14
合金管 15CrMoG GB5310-1995 273×16-20
合金管 15CrMoG GB5310-1995 273×10-12-14
合金管 15CrMoG GB5310-1995 219×14-16-20
合金管 15CrMoG GB5310-1995 219×8-9-10-12
合金管 15CrMoG GB5310-1995 168×8-10-16-20
合金管 15CrMoG GB5310-1995 159×8-10-12-16
合金管 15CrMoG GB5310-1995 133×6-8-10-14
合金管 15CrMoG GB5310-1995 114×6-8-10
合金管 15CrMoG GB5310-1995 89×6-8-10
合金管 15CrMoG GB5310-1995 76×6-8-10-12
合金管 15CrMoG GB5310-1995 63.5×4-5.5
合金管 15CrMoG GB5310-1995 60×4-5-9
合金管 15CrMoG GB5310-1995 57×4-6-8
合金管 15CrMoG GB5310-1995 51×3.5-4-5-6
金管 15CrMoG GB5310-1995 48×3.5-5-6-8
合金管 15CrMoG GB5310-1995 45×3.5-6-7
合金管 15CrMoG GB5310-1995 42×3.5-5-6
合金管 15CrMoG GB5310-1995 38×3.5-4-5
合金管 15CrMoG GB5310-1995 32×4-5-6
合金管 15CrMoG GB5310-1995 28×4-6
合金管 15CrMoG GB5310-1995 25×3.5
合金管 12Cr1MoV GB5310-1995 609.6×25
合金管 12Cr1MoV GB5310-1995 480×48
合金管 12Cr1MoV GB5310-1995 426×10-16-25
合金管 12Cr1MoV GB5310-1995 377×10-16-30
合金管 12Cr1MoV GB5310-1995 325×22-25-30
合金管 12Cr1MoV GB5310-1995 325×10-12-14
合金管 12Cr1MoV GB5310-1995 273×16-20-30
合金管 12Cr1MoV GB5310-1995 273×8-10-12
合金管 12Cr1MoV GB5310-1995 245×10-12-20
合金管 12Cr1MoV GB5310-1995 219×16-20-25
合金管 12Cr1MoV GB5310-1995 219×8-10-12
合金管 12Cr1MoV GB5310-1995 194×8-10-16
合金管 12Cr1MoV GB5310-1995 168×8-10-12-18
合金管 12Cr1MoV GB5310-1995 159×8-10-12-16
合金管 12Cr1MoV GB5310-1995 133×8-10-16-20
合金管 12Cr1MoV GB5310-1995 114×6-8-10-12
合金管 12Cr1MoV GB5310-1995 108×4.5-6-8-10
合金管 12Cr1MoV GB5310-1995 89×4.5-6-8-10
合金管 12Cr1MoV GB5310-1995 76×3.5-6-8-10
合金管 12Cr1MoV GB5310-1995 63.5×4-5
合金管 12Cr1MoV GB5310-1995 60×4-5-8-10
合金管 12Cr1MoV GB5310-1995 57×3.5-5-6
合金管 12Cr1MoV GB5310-1995 54×8-9
合金管 12Cr1MoV GB5310-1995 51×3.5-5-6-8
合金管 12Cr1MoV GB5310-1995 48×3.5-5-6-8
合金管 12Cr1MoV GB5310-1995 45×3.5-5-6
合金管 12Cr1MoV GB5310-1995 38×3.5-5-6
合金管 12Cr1MoV GB5310-1995 38×3.5-5-6
合金管 12Cr1MoV GB5310-1995 32×3-5-6
合金管 12Cr1MoV GB5310-1995 28×3-4
合金管 12Cr1MoV GB5310-1995 25×2.5-5-7
合金管 12Cr1MoV GB5310-1995 22×2.5
合金管 12Cr1MoV GB5310-1995 20×2.5
合金管 12Cr1MoV GB5310-1995 18×2-3
合金管 12Cr1MoV GB5310-1995 16×3
合金管 12Cr1MoV GB5310-1995 12×2
合金管 12Cr1MoV GB5310-1995 10×2



 扫一扫
扫一扫






